
Часто задаваемые вопросы о проблемах печати
Дефекты печати на гофрированном картоне
 Поскольку основными потребителями красок на водной основе являются производители гофрокартона, и изделий на его основе, в данном разделе мы собрали наиболее часто встречающиеся проблемы печати и способы их решения именно в этой сфере. Однако некоторые похожие проблемы могут встречаться и в печати не только по гофрированному картону и, часто некоторые решения схожи. Надеемся, что наш опыт будет Вам интересен, и данная информация окажется полезной.
Поскольку основными потребителями красок на водной основе являются производители гофрокартона, и изделий на его основе, в данном разделе мы собрали наиболее часто встречающиеся проблемы печати и способы их решения именно в этой сфере. Однако некоторые похожие проблемы могут встречаться и в печати не только по гофрированному картону и, часто некоторые решения схожи. Надеемся, что наш опыт будет Вам интересен, и данная информация окажется полезной.
 Нажмите для увеличения
Нажмите для увеличения
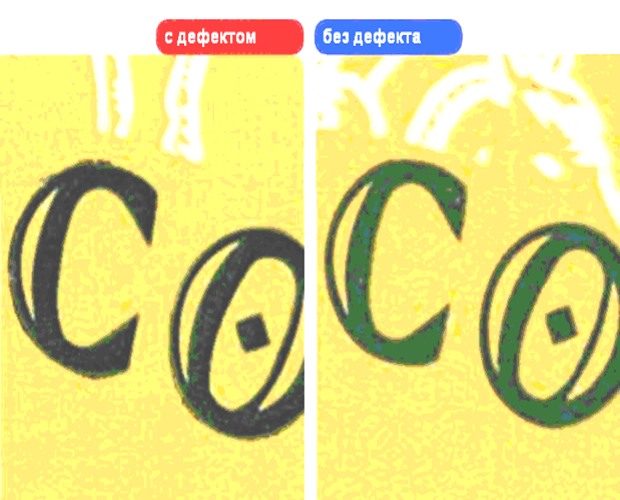
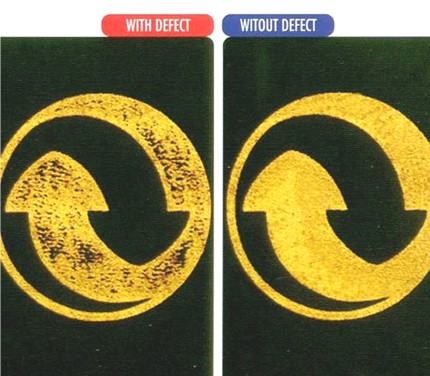
Форма
грязная, поврежденная или неверная форма
Машина
объем краски слишком велик
Краска
высокая вязкость краски
Оператор
слишком высокое давление между формным и печатным цилиндрами
Форма — промыть или заменить
Машина — проверить чистоту снятия краски ракелем или сменить анилокс на меньший объем ячейки
Краска — снизить вязкость
Оператор — уменьшить давление
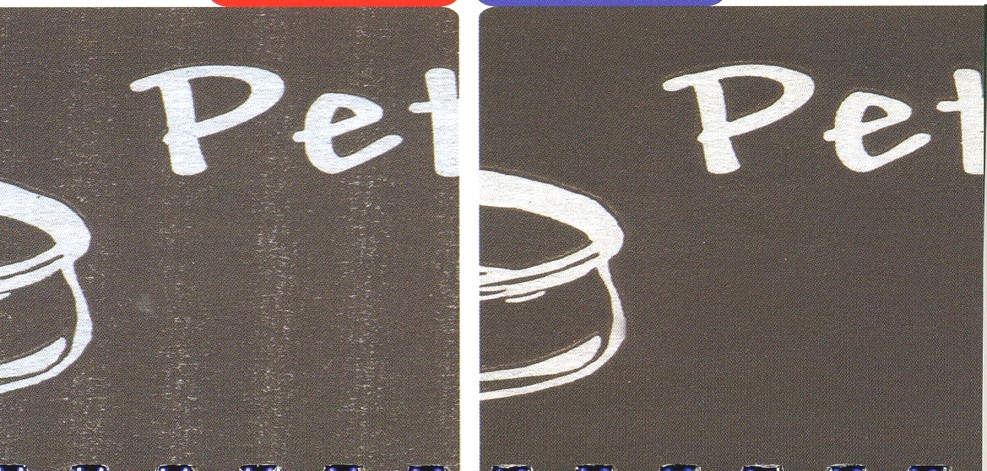
 Нажмите для увеличения
Нажмите для увеличения
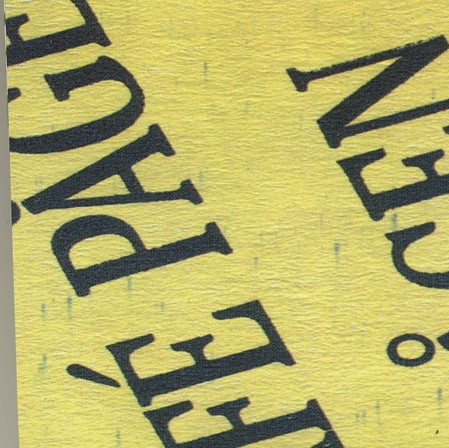
Форма
грязная, поврежденная или неверная форма
Краска
слишком быстро сохнет
Оператор
использована возвратная краска
Форма — Промыть или заменить
Краска — Сменить краску или использовать замедлитель
Оператор — Добавить свежей краски для возвращения ее свойств
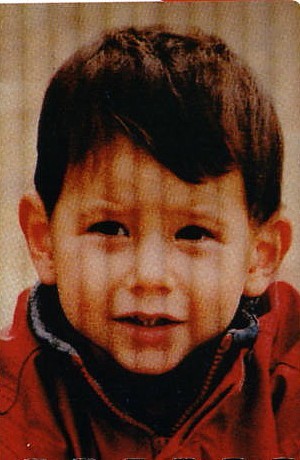
 Нажмите для увеличения
Нажмите для увеличения
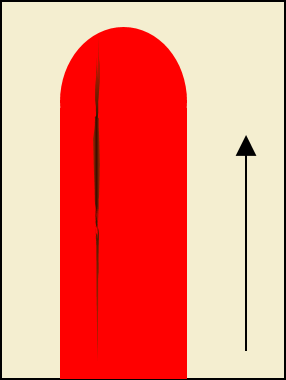
Машина
подача краски слишком высокая
Форма
соотношение между линеатурами формы и анилокса меньше 4
Краска
вязкость краски слишком высока
Машина — Проверьте ракельную систему или используйте анилокс с меньшим краскопереносом
Форма — Переделать форму или сменить анилокс для соблюдения правильного соотношения их линеатур
Краска — Проверить и откорректировать вязкость краски
Проверьте также нет ли дефектов на печатной форме.
 Нажмите для увеличения
Нажмите для увеличения
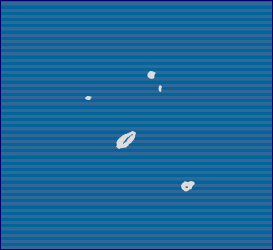
Дефект
Растровая точка больше ожидаемой.
Машина — Должна быть оборудована в соответствии с техническими условиями печати.
Пластина — Рекомендуется: фотополимерная пластина и лазерное гравирование, если возможно. Пластина должна иметь более мелкие точки, чтобы компенсировать увеличение точек и давать правильное изображение
Краска — Используйте краски, специально разработанные для полутонов
Оператор — Должен настроить параметры машины на оптимальные значения
Обычное явление во флексографии. Проанализируйте кривые растискивания для каждой печатной группы. Рекомендуется построить профили печатной машины.
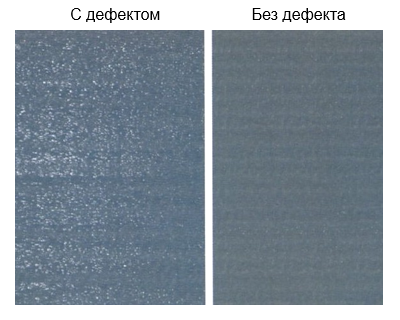
 Нажмите для увеличения
Нажмите для увеличения
Машина
Слишком много краски на анилоксе.
Оператор
Тонкие частички сухой краски образуются вокруг растровой точки на форме темных красок и затем осаждаются на картон. Затем они захватываются формой с последующей краской и размазываются анилоксом.
Форма
Голубая (в данном случае) краска слишком быстро сохнет и плохо повторно растворяется.
Машина — Сменить дукторную систему на ракельную. Для ракельной – сменить ножи.
Оператор — Смыть форму, отрегулировать давление между формой и анилоксом и печатать с возможно большей скоростью.
Форма — Добавьте замедлитель в эту краску или смените ее.
 Нажмите для увеличения
Нажмите для увеличения
Дефект
Большие или малые грязные пятна в виде «падающих звезд». как правило, другого цвета нежели используемые в данном тираже.
Машина
Грязь в красочной секции. Сухие агломераты краски попадают на анилокс и размазываются по нему перед переносом на форму.
Очистить красочную группу.
Установить поточную фильтрацию в систему циркуляции краски.
 Нажмите для увеличения
Нажмите для увеличения
Субстрат
образуется пыль и оседает на поверхность запечатывания
Принять все возможные меры для обеспыливания гофрокартона.
Машина — установить обеспыливающие устройства.
Оператор — слегка увеличить давление между формой и анилоксом (приближение валов увеличить на 0,2 мм) для удаления основной части мелкой пыли до компромиссного уровня снижения качества печати.
При печати плашки можно предварительно грунтовать пылящий картон (с 30%-ным расходом). Адаптировать цвет под грунтовочный слой.
 Нажмите для увеличения
Нажмите для увеличения
Машина
Недостаточный поток краски. Система циркуляции краски работает некорректно.
Оператор
Слишком высока вязкость краски или вспенивание краски.
Машина — Увеличить поток краски. Проверить и очистить систему циркуляции.
Оператор — Отрегулировать или заменить краску.
 Нажмите для увеличения
Нажмите для увеличения
Субстрат
Лист картона сплюснутый, отсутствие краски на дне гофры, светлая полоса. Лист картона с рельефной полосой – темные полосы.
Машина
Светлые полосы: отложение грязи на полотне негативного ракеля
Темные полосы: деформация или эрозия реверсивного (поддерживающего) ракеля
Будьте осторожны при хранении и подаче листов картона!
Светлые полосы: Почистите или замените ракельное полотно.
Тёмные полосы: Заменить ракельное полотно.
 Нажмите для увеличения
Нажмите для увеличения
Субстрат
Лист картона сплюснутый, отсутствие краски на дне гофры, светлая полоса. Лист картона с рельефной полосой – темные полосы.
Машина
Темные полосы могут быть следствием пульсирующего (не постоянного, не плавного) потока краски в ракельной камере.
Форма
Разнотолщинность формы (пузырь или отложения грязи под клише).
Субстрат — Будьте осторожны при хранении и подаче листов картона.
Машина — Отрегулируйте циркуляцию краски.
Форма — Почистить цилиндр и переклеить форму.
 Нажмите для увеличения
Нажмите для увеличения
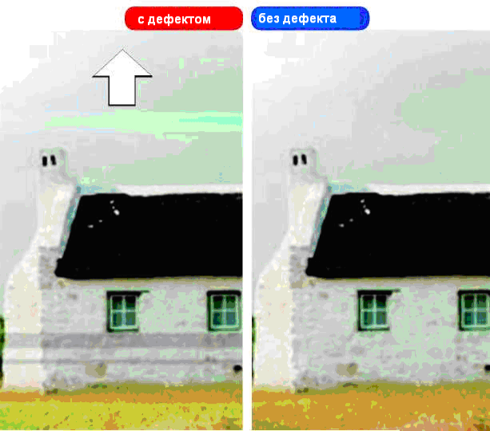
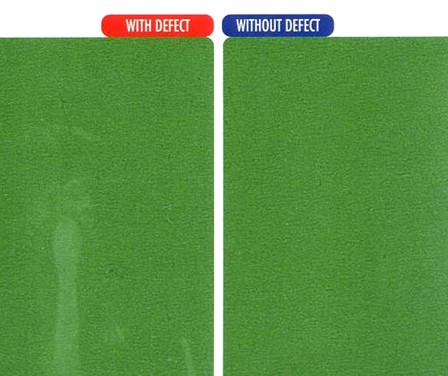
Причина
Эффект возникает из-за неравномерного снятия краски дуктором или ракельным ножом.
При использовании дукторной системы попытайтесь снизить скорость печати или вязкость печати.
 Нажмите для увеличения
Нажмите для увеличения
Краска
Недостаточная смачиваемость бумаги краской
Краска — Попытайтесь улучшить смачивание за счет специальных добавок. Проконсультируйтесь с поставщиком краски.
Если все предпринятые действия не помогают устранить проблему, свяжитесь с поставщиком бумаги (лайнера).
 Нажмите для увеличения
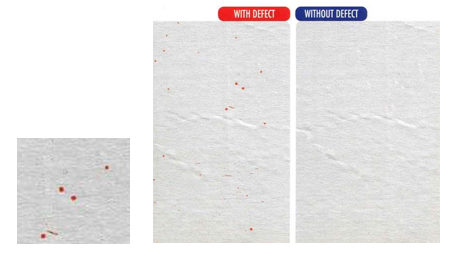
Нажмите для увеличения
Субстрат
Если пятна располагаются хаотично, не на одних и тех же местах, то эта проблема связана с выделениями из бумаги.
Форма
Если пятна расположены одинаково на двух соседних листах, то примеси в краску вносятся формой.
Машина
Загрязнение краски ПАВ моющих средств, силиконовыми эмульсиями, используемыми для консервации ракелей или др. веществами.
Краска
Загрязнена или используется избыток добавок (восковых добавок, антивспенивателя и др.).
Форма — вымыть форму
Машина — промыть красочную систему и заполнить свежей краской
Краска — заменить краску и соблюдать инструкции по работе с краской
 Нажмите для увеличения
Нажмите для увеличения
Проблема
Качество наложения металлизированной краски.
Субстрат — для качественной печати лайнер должен быть мелованным. В противном случае прогрунтуйте его (нанесите праймер). Картон должен быть сухим.
Машина — Используйте анилокс с объемом ячеек не менее 12 см3.
Краска — Поддерживайте вязкость краски 22-25 с
 Нажмите для увеличения
Нажмите для увеличения
Субстрат
Лайнер на подходит для данного типа печати.
Гофролист слишком влажный.
Форма
Пластины слишком твердые для данного типа картона.
Субстрат — Смените лайнер и используйте его для печати линий и текста.
Подождать пока листы будут однородно просушенными.
Форма — Для гофры типов А, В, С не использовать пластины тверже, чем 32о по Шору А.
Эффект усиливается при расположении профиля гофры поперек направления печати.
 Нажмите для увеличения
Нажмите для увеличения
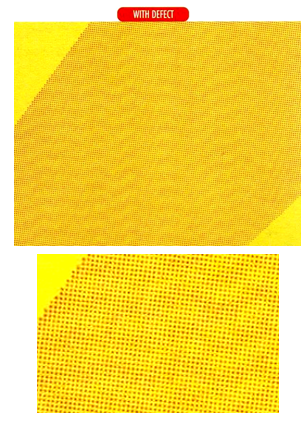
Субстрат
Лайнер на подходит для данного типа печати - при комбинации Е и В профилей профиль В иногда может проявляться.
Форма
Неподходящая толщина пластин.
Субстрат — Смените лайнер и используйте его для других работ.
Проверьте состав картона.
Форма — Для гофры А. В, С –профиля толщина 3,9 или 4,32 лучше, чем 2.84 с мягкой монтажной лентой.
При высококачественной печати по мелованному картону внутренний слой (флютинг) не должен быть очень жестким и абразивным, т.к. при подаче листа фидером меловальный слой на верхушках гофры повреждается и «шлифуется» и это провоцирует указанный дефект.
 Нажмите для увеличения
Нажмите для увеличения
Проблема
Вырывание краски абразивным полиуретановым покрытием высекального пресса (в линию с печатью)
Субстрат — Не использовать мелованный лайнер без сушильной секции.
Краска — Выбрать быстросохнущую краску. Иногда помогает использование ускорителей сушки.
В затруднительных ситуациях осуществлять печать и высечку раздельно.
 Нажмите для увеличения
Нажмите для увеличения
Краска
Стойкость к истиранию краски недостаточна.
Краска — Проверьте содержание пигментных паст в краске, которое обычно не должно превышать 50%
Машина — Увеличить содержание в краске добавки против истирания (восковых паст).
Исключите интенсивное трение в машине, т.к. краска еще влажная.
Повысьте эффективность сушильных секций.
Попробуйте отрегулировать параметры работы секции высечки.
 Нажмите для увеличения
Нажмите для увеличения
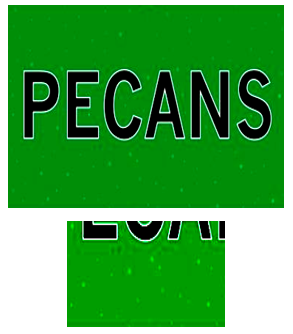
Проблема
Светлые или темные пятна появляются и смещаются в зоне печати.
Машина
Загрязнен анилоксовый вал. Зоны, загрязненные засохшей краской дают светлые пятна. При повторении печати появляются темные пятна
Форма
Поврежденная форма (царапины, трещины, вмятины) производит указанный дефект.
Машина — Почистить анилокс.
Форма — Изготовить новую форму.
Этот дефект может проявляться и на полутонах.
 Нажмите для увеличения
Нажмите для увеличения
Проблема
Нерегулярные темные полосы на плашке. Дефект наблюдается только при дукторных системах.
Машина
Качество поверхности хромированного анилоксового вала плохое.
Краска
Краска с плохим качеством перехода. Вязкость краски слишком низка.
Машина — Используйте анилоксы с керамическим покрытием и лазерной гравировкой.
Краска — Используйте добавку для улучшения переноса (перехода). Повысьте вязкость добавлением свежей краски
Увеличение скорости печати несколько уменьшает дефект.
 Нажмите для увеличения
Нажмите для увеличения
Проблема
Эффект вытертой краски, вызванный проскальзыванием формного и анилоксового вала, из-за того, что последний вращается слишком медленно.
Машина
Анилоксовый и формный валы вращаются не с одной и той же скоростью.
Машина — Проверить машину. Для механического привода -смените колесо свободного хода. При электроприводе проверьте электрические параметры.
 Нажмите для увеличения
Нажмите для увеличения
Машина
Подобные колебания наблюдаются чаще всего в дукторных красочных секциях, когда резиновый вад не параллелен анилоксовому валу/
Машина — Отрегулировать параллельность валов.
 Нажмите для увеличения
Нажмите для увеличения
Машина
Объем ячеек анилокса слишком высок.
Плохо снимается избыток краски с анилокса, например, ракелем.
Оператор
Слишком высокое давление между формой и листом картона.
Машина — Сменить анилокс. Отрегулировать или сменить ракель.
Оператор — отрегулировать давление.
 Нажмите для увеличения
Нажмите для увеличения
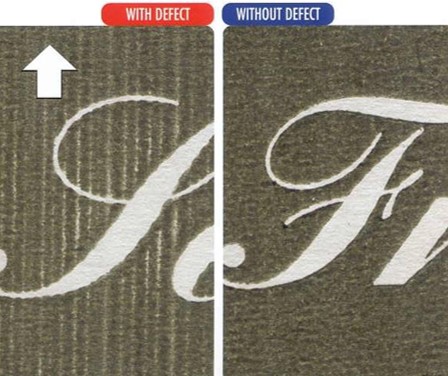
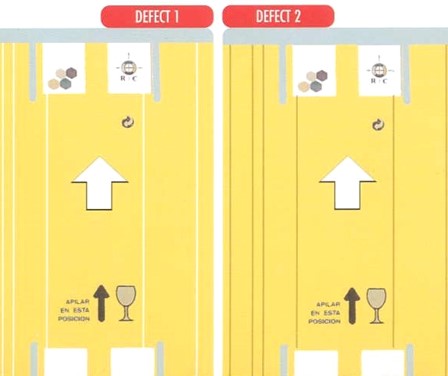
Дефект 1
Когда появляются линии без краски уже слишком поздно – анилокс поврежден. Это следствие появления маленьких очень твердых частиц под ракельным полотном, которые царапают анилокс.
Дефект 2
Линии без краски становятся линиями с избыточной краской из-за заполнения царапин краской.
Дефект 1 — Немедленно смените ракельные полотна, промойте и прочистите красочную систему и смените краску.
Дефект 2 — Остается только сменить анилоксовый вал.
Эффект может наблюдаться и в полутонах, но менее заметно.
Тщательно проанализируйте причины появления и природу твердых частиц ( в краске или по др. причинам). Рекомендуется использовать систему поточной фильтрации и магнитные фильтры.
 Нажмите для увеличения
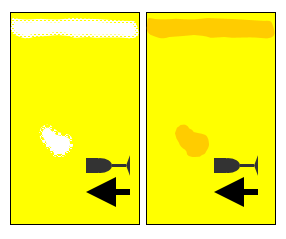
Нажмите для увеличения
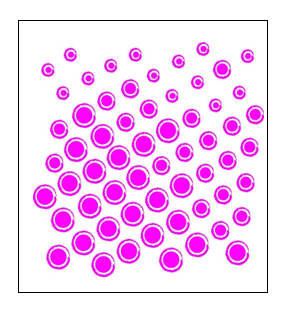
Проблема
Мелкие пятна краски (красочная «пыль»)в незапечатываемой зоне.
Краска
Краска содержит нежелательные примеси или вспенена, что вызывает разбрасывание (разбрызгивание) краски.
Краска содержит белый пигмент или кроющий лак с карбонатным наполнителем, что может провоцировать разбрызгивание краски.
Оператор
Слишком большой расход краски при высокой скорости печати, что провоцирует образование микрокапель и их разбрасывание.
Краска — Добавьте пеногаситель или смените краску.
Измените рецепт краски.
Оператор — Проверьте следующее:
- Не завышена ли вязкость краски?
- Достаточный ли прижим дуктора к анилоксу?
- Не слишком ли высока скорость печати?
 Нажмите для увеличения
Нажмите для увеличения
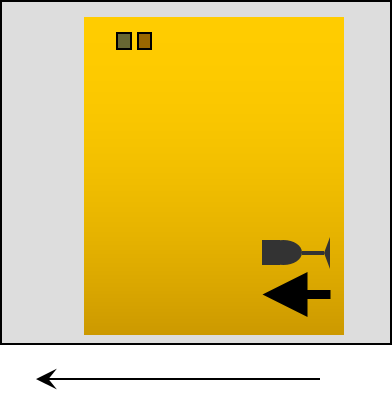
Субстрат
Лист картона был искажен на выходе из корругатора.
Машина
Печатная секция «стучит» по листам картона.
Субстрат — Осторожнее при укладке стоп и палетов картона.
Машина — Проверить корректность работы движущихся во встречном направлении к листу элементов печатной секции.
Оператор — Проверить отсутствие сжатия в системе проводки листа.
Нашими красками печатают для:



